The millers and millwrights have one of the most important guilds, with a monopoly on the ownership and operation of all mills and milling. Local lords have, from time to time, attempted to usurp the millers’ rights by building their own mills, but masons will not construct them and millers refuse to operate them.
Virtually all manors and villages have at least one mill. Most are water-powered, but wind and muscle power (usually that of animals) drive about 15% of all mills. Mills are generally owned by the guild and awarded as franchises to freemaster millers, who pay 20% (rather than the standard 10%) dues. Each mill pays an annual tax of around 240sp to the local fiefholder or landlord. A freemaster miller generally retains 5–15% of the grain he grinds, most of which he sells to mercantylers.
Mills may be used to grind and press nuts and seeds. Some millers even operate commercial ovens and sell baked goods, but this is not a monopoly of their guild.
An important guild specialty is that of millwright. These are engineers familiar with the construction, operation, and maintenance of large machinery. Most millers have some understanding of the operation of heavy equipment but it is typically a function performed by masters who specialize in this activity. Some master millwrights are employed to build, run, and maintain heavy machinery such as derricks, drawbridges, and gates.
Badge: Gold, a millrind proper.
Word count: 233
Introduction
URBAN, RURAL & INDUSTRIAL MILLS The Guild of Millers and Millwrights are one of the most important guilds in western Lythia and have a de facto monopoly on the ownership of mills and milling. The masters millers are well respected and often wealthy members of their local communities, and have a good degree of influence with the Mangai due to their milling partnerships, strong guild and communal links and the influence that they have over the staple crops, spices, and mineral ores of Harn.
There are three types of guild franchise: urban, rural and industrial mills. Urban franchises are located in towns and villages, rural mills are found on the manorial fiefs, while the industrial mills are located near mines, saltpans or clothier guild operations. Generally, the distinction between franchises is not so much the process, but the milled products, although some industrial mills are unusual. A guild franchise will strictly control the products that a miller can mill, with strict controls on urban and industrial mills.
Urban Mills
Urban Mills are located in the chartered towns and larger villages of Harn. Given the size of the population centers, multiple franchises are likely, as each franchise is limited to either cereal milling and baking or spice supply and double mills are not allowed. Even with the restrictions, urban franchises tend to be more profitable than rural franchises, as the fief holder has to enforce quern licenses on the local populace. This means that the volume of trade is significantly higher at urban franchises, and easily offsets the slightly higher rents the master has to pay to the fief holder.
Rural Mills
Rural mills are the manorial franchises of Hârn, and about 40% of all manors have a mill. Unlike urban franchises, they are not limited to only one product, and double or even one or two triple mills are known. Indeed, a rural franchise may even be granted an industrial franchise as well. For this reason, rural mill franchises tend to be bigger operations than the urban mills, and the miller is often one of the principal freemen and employers on an estate. However, despite the range of industry, a rural franchise is not as profitable as an urban one as a rural franchise does not always benefit from quern licensing.
Industrial Mills
There are four types of industrial franchise on Hârn – fulling, crushing mills, polishing and forge mills – and they are the partnership franchises of the Millers’ Guild. Of the four, fulling mills are by far the most common, and are run in partnership with the Clothiers Guild. The second most common are the crushing mills run in partnership with the Miners’ Guild. Lastly are the two quite rare polishing and forge mills that are run in partnership with the Weaponcrafter and Metalsmiths’ Guild respectively. As such, the industrial mill is almost always located at or near the establishment of the partner guild, with the partner guild being the senior partner. In fact, the industrial franchises are granted primarily so that the control of the milling technology remains with the Millers’ Guild.
MILLERS MEASURE’S The guild has a standard set of dry measures for the grain and products that they mill. Different millers will favor using some weights and not others of the ones listed depending on the goods they mill and the quantities they tend to work in.
Although there are many specialties within the Guild of Millers and Millwrights, the two main classifications are the Miller and the Millwright. About 90 per cent of the guild members are millers in some form while the remaining number are the millwrights, the milling engineers.
The Miller
The miller is the manager of the mill. He his responsible for the day-to-day operations, and is skilled in the techniques needed to produce a fine milled product, be it flour, malt or fulled cloth. The miller is knowledgeable of the products he produces, and is usually a dab-hand at the general maintenance the mill requires.
Once attaining the rank of master, a miller becomes quite settled, commonly remaining in the same community until his days are over. Indeed, since the mill is a major focus of the community, the miller becomes a central figure in the daily life of the settlement. He’ll know everyone and everyone’s business, or at least have a pretty good idea. The miller will generally be well respected and, so long as his product is decent enough, well liked – although some will likely be jealous of his relative wealth.
The Millwright
The Millwright is an important guild specialty. These are the mill engineers, and the true custodians of the milling technology. They are familiar with the construction, operation and maintenance of large machinery and will have some understanding of heavy equipment like drawbridges, derricks, gates and the like.
Unlike the master miller, the master millwright’s skills are widely sought and possessed by few, so the millwright’s life is much more travelled than even a journeyman miller. He will often move from community to community to oversee the building of a new mill or water-wheel here and the clearing of a mill race there. The recent introduction of forge mills, as well as the still fairly new fulling mills has meant that the millwright is still strongly in demand despite grain mills being almost ubiquitous.
Guild Relationships
While the two occupations – miller and millwright – are quite different in their day-to-day roles, they are both very much a part of the same guild. Progress to either master miller or master millwright starts out the same way – as an apprentice miller. Once learning the basics as an apprentice, the guild member becomes a journeyman and, depending on aptitude, can at that time look to be a miller, or to specialize as a millwright. Once a master, the miller or the millwright has an equal say in the operations of the guild, and both can rely on the guild’s full support and consideration.
Word count: 432
MILLERS AND MILLWRIGHTS GUILD
The Millers and Millwrights are one of the most widespread and wealthiest guilds across civilised Harn and enjoy a de facto monopoly on the milling process. The guild maintains that position because of the technical nature of the mill, the fact that the guild itself owns all its mills - leasing them to the local bonded masters - and by having an agreement with the Mason’s Guild that only the Millers may buy millstones. They have also, through agreement with the ruling classes, managed to limit the competition of querns. The strong partnership links that they have with the Clothiers, Miners, Weaponcrafter and Metalworkers Guilds means that they also have a good deal of influence in the Halls of the Mangai. More, since they are not just urban but are spread across manorial settlements and mine-heads as well, their influence is widespread and at a grassroots level.
Like most guilds across Harn, Millers are not a single guild, but a union of the regional guilds each of which is organised along similar lines. At the basic level is the Shire or Provincial Guild, composed of all the Millers within the shire or province, and almost always centred on the local capital or moot. Thus, Kanday has seven guilds, based in Avertu, Chison, Imiden, Kedis, Quivum, Torthen and exceptionally, Aleath, while Rethem has only three guilds. Tharda, unusually has only one guild for the entire republic.
Although the number of masters on the guild council will vary from guild to guild, the Council of Masters for each guild are selected by a vote of the local masters, who then select a Guild master from amongst themselves. Once selected, a master remains on the council until he either resigns or is voted of the Council by the Council itself. This creates long tenures which helps to reinforce the strong relationships with shire or provincial overlords.
The Council meets regularly, usually once a month, to discuss new milling applications, finances, policy and hear disputes. Disputes are rare, and usually involve millers operating outside their licence or shoddy production quality. Disputes involving quern licences are taken to the moot or provincial court, assuming they cannot be sorted out before hand. The Guild master himself has many duties too. As well as levying fees and fines, he acts as the guild’s representative for disputes involving partnerships, travels as the guild’s representative to any special national or Harnic guild meeting and, finally, has the deciding vote in case of council deadlocks.
Interestingly, while the Millers have a large investment inmills, they usually do not have their own guildhall, and instead often sha re fine halls with other guilds or use those provided by the Mangai.
Guild Structure
Like most guilds, the Millers and Millwrights operate a hierarchical structure. At the top are the Guild master and the Council of Masters. Then, the Master Millers, who are bonded to the guild. Below them, the Journeymen, skilled millers who transfer from master to master to gain a broader knowledge of the millers’ products and, lastly, the lowly apprentices, who make up about three quarters of the guild.
Apprentices
Due to the local nature of the Millers and Millwrights Guild, admission is often a case of personal connections. While a given Mill does tend to employ a fair number of individuals, the control of the milling skills and the understanding of the mill workings are of paramount importance. Thus, mill apprentices are a usually close family relative, such as a son or daughter, nephew or niece. In some cases, a miller might agree to take on the son or daughter of a close friend in exchange for a fee or favour, but it is unheard of for a miller to apprentice someone he or she has not known for many years.
Once taken on, the apprentice is taught the millers’ skills. The study starts with the ancillary tasks such as baking, spice milling or tentering. As the apprentice gains in experience, they will be taught the basic controls of the mill, and learn about the grading process. Experienced apprentices will also be allowed to work the “front” of the mill and dealing with the mills clients.
During the harvest season, all hands turn to the task of threshing grain and the apprentices will spend long days hard at the task. If apprenticed at a mining mill, the apprentices swap harvest threshing for the almost yearround, backbreaking task of breaking up the large pieces of ore with mattocks. In all, apprentice labours are hard.
Journeymen
After at least five years apprenticing, a qualified miller is given his journeyman papers. His master takes him to the next Council meeting for confirmation and to apply for a transfer. The Council then looks to send the journeyman to the same type of mill where the journeyman will work as an assistant miller. Then, after about a year, and each year thereafter, the miller moves to a different type of mill.
Usually, the family-based nature of the Guild and the fairly local nature of the transfers, means a journeyman will find that working conditions, while hard, are never really unpleasant. The exception is if a journeyman wishes to move to a different shire. While his request is usually granted with the agreement of the other Council, he will often face a few more years as a journeyman before advancement, and some concern as to why he wished to move shires in the first place. In some rare cases, such a move could even stop any further guild advancement at all.
Masters
After at least nine years in the guild (more if the applicant changed shires) and with at least four Masters’ notarised approval, an application for Master can be submitted to the Guild Council. Master Millwrights then gain their papers pretty quickly. For Millers, the promotion application is then “Listed” in application order, and becomes effective once those on the list ahead of the applicant have been placed, and a mill franchise is available – wherever in the shire that might be! The process is however not strictly ordered, as more “generous” applicants are often moved up the List, and those applicants who would look to take over their family’s operation are granted precedence. Wherever the placing, the job is always as a bonded master, as no miller ever owns his own mill.
Word count: 1,057
GUILD FRANCHISES
Miller franchises are owned by the Millers’ Guild and operated by a bonded master. Obtaining a new franchise is hard as the guild will not allow non-members to organise the building of a new mill, and those who have tried have found that the Masons’ guild will not supply suitable millstones to non-guild members.
When an existing franchise becomes available through the death, retirement or disbarring of the existing master, the guild will offer the mill to the next deserving candidate on the Master’s List. Mostly, this means that the mill goes to the journeyman with the longest tenure on the list, but the son of the deceased miller, or a generous candidate may often jump the list, although the generosity required is rarely less than £20 and some gifts of £50 have failed to secure a posting if the mill site is lucrative.
The construction of new mills is also based on a List. To obtain a new mill, application is made to Council either by a noble or the Guild master of a partner guild. As for masters, mill applications are on a first-come-first served basis. However, since the List is private, and only seen by Council, there is a fair amount of abuse. Generally, Partnership applications are given the highest priority, and are built as soon as funds are available, as that benefits the Millers’ working relationships. Applications by a noble are often reassessed with higher ranking nobles enjoying a privileged assessment. Indeed, it is not unknown for a lesser noble’s application to languish until a suitable level of “generosity” is noted. Lastly, applications for additional rural mills where the 1800 acre limit rule (see regulations) is in breach are treated with some urgency as the guild effectively loses revenue until the additional mill is built.
Although the List system is the basis for the guild decisions, the opportunity for graft is high. Indeed, gifts are the lifeblood of the Guild, and the profitability of the operation – a master miller will usually average over £4 profit per annum – means that there are always those who will pay up.
Word count: 350
TOLLS, TAXES & REGULATIONS
When a journeyman becomes a bonded master he takes on a significant burden of regulations, financial concerns and community responsibility. The burden is there because if the mill fails, the community as a whole suffers the loss.
Tolls
The principle income for the mill is the toll or multure. The toll is the fee paid by the mill’s customers for the produce, be it grain, spice or crushed ore. Typically, the toll is 5 to 15% of the value – or if a value is unknown – volume of the milled goods. The most common practice though is for the miller to keep a tenth of what he mills.
Toll collection is in kind, so if a miller mills flour, he will keep on average a tenth of the flour. However, in some instances the retention of the goods provides no value to the miller, such as when the goods worked are ores or fulled cloth. These goods are commonly produced as part of a partnership arrangement, so the miller will receive his payment when his partner finally sells the goods. Thus, when the iron mine sells a load of smelted iron, the miller, smelter and the miners will each receive a payment.
Depending on the goods kept as part of the toll, and the needs of the local community, the miller will sell on what he kept, or use it to produce other finished goods. Thus, the miller might sell the flour he produces, or he might use the flour to bake bread and then sell the bread. Therefore, the miller is captive to the whims of the market.
Millwrights do not receive a toll. Since the tasks they perform are more ad hoc, either the miller or the guild usually pays them a fee income per job. In some instances, they are hired by lords to fix drawbridges or the harbourmaster to fix a derrick, but the pay is still fee-based.
Licenses & Taxes
Out of the profits that the miller gets from using the mill, he must pay a license fee or rental to the Miller’s guild, and taxes to his local lord.
The license fee for a mill is typically between £2 and £4 per annum, with most costing around £3 per annum. Moreover, the rental is due in cash not kind, although some exceptions are made for remote or small grain milling operations. To give the master miller the opportunity to raise the funds necessary to pay the rental, the payment for a given harvest season is due by the end of following spring.
Out of the rental, the miller will face taxes. On a rural milling operation, the taxes are set at a flat fee of £1 or 240d. The exception this is when the manorial estate is larger than the rural mills 1800 acre catchment limit. Normally, the landlord must apply for a second mill – from which he would receive a further 240d fee, but it is not always practicable. Instead, the tax on the single mill is levied as 240d for the first 1800 acres, and 1d for every 10 acres over that, up to a maximum of 160d.
For Urban and industrial mills franchises, the levy is 240d to the landlord – unless it is a Freetown. Urban mills, and those industrial mills in town, face a further business property tax of around 5-6% and must also pay their share of the town’s Aid levied by the King for defence.
Regulations
Millers’ Guild regulations are quite strict on the technicalities of the mill operation, but less so on pricing and the day-to-day operations, much of which is dependant on local conditions.
The principal regulation of the guild is that of ownership of millstones. Millstones are defined as the stones used for the milling process and that are 2 feet or more in diameter. Quern-stones are those stones that are less than 2 feet in diameter. These sizes are enforced by both the Millers’ guild and the Masons’ guild. Only a master miller may order the purchase of a millstone, and he may only do so with the written consent of the Millers’ guild. Quern stones may be bought by anyone in possession of a valid Quern license, where quern licensing is in effect.
Additional regulations apply to the range of goods a miller may provide. Urban and Rural mills may apply to Council to mill any of the various cereal, nut and spice crops, but may only provide the goods if they are entitled to do so under their franchise agreement. For Rural mills, getting the franchise altered is often simply the case of requesting the “Right of Production” at an upcoming Council meeting.
By their nature, Urban mills face much tighter controls on obtaining a new “Right of Production” and are usually limited to either cereals, or herbs, spices, nuts and oils.
Industrial franchises are granted for the production of dyes, fulling, iron-working, crushing mineral ores, or, in some instances, large-scale herb, spice, nut and oil operations. Industrial franchises are also usually limited to one industry only and only one “Right of Production” is given – although in some rare instances, multiple Industrial franchises are permitted. Each industrial mill is operated in conjunction with a partner guild, for example, the Clothiers for dyes and fulling and Metalworkers for iron-working. Some Urban and Rural mills may obtain an Industrial franchise at more remote sites.
Regulations also apply to the quality of the goods milled by the miller. If a miller is found to be producing sub-standard output, he can easily lose his franchise. One of the most common issues occurs when the millstones are either very new or very old, and the size of the stone dust present in the milled goods is excessive.
Finally, rural mills are usually restricted to milling the produce for up to 1800 cleared acres only. If a manorial estate is larger, then application should be made for a second mill. In practice though, the franchise is often permitted to accept the grain from the additional acreage, but with a reduced tax payable to the landlord.
Word count: 1,002
SPICERS & QUERN LICENSES
Three types of miller exist outside the normal guild structures, spicers, dyers, and hand-millers. To escape the restrictions of the Millers’ guild, they are limited to using hand querns only. Spicers provide milled spice and nuts for general consumption. Dyers provide dyes to the Clothier’s guild, whilst hand-millers provide ground cereals for private consumption and limited general distribution.
Spicers
Spicers are the purveyors of ground spices and nuts on Harn. However, the dearth of native spices on Harn means that spices are generally the reserve of the nobility and the rich, and it is quite unheard of for a lowly serf to consider buying an exotic spice. Moreover, given the exacting knowledge required, spicers may not sell ground herbs to the general public unless they are also a member of the Apothecaries’ Guild, thus limiting the products that they can sell. For these reasons, spicers are typically located in urban centres or the larger central manorial settlements where they have access to a decent-sized market. Given the limitation on the sale of herbs, many spicers do try to become members of the Apothecaries Guild, although the rigours of guild entry mean that the majority just act as processors for local apothecaries.
Effectively, spicers run a small milling operation under license allowing them to mill spices and nuts for general consumption. The license allows the use of querns up to 2 feet in diameter, and they may only be powered by hand. The license also allows the spicer to operate as many querns as he needs, often four or five depending on the range of products milled, although a fee is usually charged per quern operated. As well as the hand-querns, many spicer’s use large mortars and pestles, which, incidentally, do not fall under the quern license.
A spicer’s main products the domestic Harn nuts and spices - black mustard, white mustard, caraway, chestnuts, hazelnuts and the recently introduced saffron (made from the saffron crocus) – with mustard making up about 80 per cent of the spices sold. However, trade with Lythia has meant that other spices, most notably black and white pepper, cinnamon, cumin, ginger and paprika are available in limited quantities, and it is these prized spices that can make a spicer quite wealthy.
Dyers
Dyes have long been produced on Harn. However, crushing or pressing the various plants and minerals that makes the majority of dyes means milling. Given the legal restrictions placed on the use of millstones and querns, it did not take long for a class of dye-makers to arise, although their skills range from the professional dyers to the part-time local manorial dyers who provide only simple dyes.
Generally, dyers are associates of the Clothier’s guild who have obtained a license to use a quern for the express purpose of crushing the various materials to obtain the oils, juices and powders necessary to make dyes. They usually work with the Guild as dye providers, but as they do not make any of the cloth that they dye, they are not required to be members of the Clothiers’ guild. In many cases, however, the dyers are members of the Guild so that they can also work with the dyed cloth when they are finished.
The large-scale professional dyers are fast becoming a skilled class. The restriction on the use of hand-querns has mean that the payment of the license fee has necessitated a focussed approach to generating revenue to pay the fees. To do that, the dyers have refined and developed the skills of dye making, and as a result, various new dyes and colours have been produced.
The quern license has also assisted the Clothier’s Guild. The Guild has long suffered abuse of its guild monopoly, as many make their own clothes. However, the enforcement of the quern license has meant that the best dyes now come from a regulated source, and the clothiers have quickly moved to become the principal buyers. The dyers get a good price for their dyes, and the clothiers strengthen their monopoly on high quality clothing.
Hand-millers
The third category of non-guild millers are the hand-millers, and they account for two-third of all milling on Harn, or on average about a fifth of all milling on manors with mills. Hand-millers are bound by the milling soke, and obtain a quern license to milling cereal for private or limited manorial consumption. There are often three or four handmillers on a manor with a mill, and a few more on estates without a local mill.
Hand-millers produce rough milled meal and flour, and the quality of their product is highly variable. They are only allowed to sell their produce to the public if there isn’t a mill within half a days walk, and even then they are only not supposed to sell more than a pint a day to any one household (about 1 pound of meal or 3/4 pound of flour).
The Quern License
The local mill is a lucrative source of cash to the guild and to the local nobility. It becomes more profitable if there is no milling competition, and the mill carries out all milling on the estate. To restrict the competition, quern licensing has become common practice across civilised Harn, although the enforcement of licenses is highly variable.
A quern license grants a freeman who is not a member of the Millers’ Guild the right to own and use a hand-quern. Usually, the license restricts the use of that hand-quern to one purpose, for example cereal milling, and the license is forfeit if any other product is milled. The license is obtained by grant of the local lord upon a successful application, although success is far from guaranteed.
Quern licenses for cereals can be quite lucrative to the freeman. For example, a license to mill flour usually brings in between 20d to 30d in kind a month, so license fees tend to be quite high – often as much as 120d a year, although the 60d is more common. Licenses for dyers and spicers are higher still, and are between 130d to 180d per year.
Despite licensing, many querns operate illegally – mostly for cereal milling – and many cottars and serfs who hide small querns in covered pits in the floor of their homes. The penalties for illegal use can be quite high, although the common penalty is a 120d fine and confiscation of the quern. There is a tale of one Rethemi baron who had the floor of his great hall paved with the confiscated querns, and under each stone is the hand of the offending user.En liten kvarn gömd i en grop.
Word count: 1,104
ASSOCIATED GUILDS AND CRAFTS
The Millers’ Guild is central to the economies of civilized Harn. They are the middlemen for many of the key commodities for everyday life, and many other guild’s benefit significantly from the Millers’ trade, either as partners, suppliers or customers.
The Clothiers’ Guild is one of the largest guilds on Harn, and they have significant control over the production of cloth, fabric, and clothing. A master clothier is an expert tailor, weaver, glover and haberdasher, although there is a fair amount of specialisation.
A master clothier will work with the miller in many ways. The most common is the supply of various cloth sieves to dehusk meal, or reduce coarse grain to flour by sifting. The manufacture of the cloth sieves takes some skill to ensure that the weave of the cloth is fine enough to allow either the meal or flour through, but not the husk or milled grain, and such sieves can cost as much as 100d.
The second most important relationship between the miller and the clothier is in respect of fulling. Although it is possible to full wool cloth by hand, the process was dramatically improved with the introduction of fulling mills in 637 TR. Output of fulled wool, or felt, was increased eightfold, and within eighty years fulling mills have spread across Harn, with many old corn mills being converted or modified for the purpose. Many travellers across Harn will be familiar with the tentering frames that have now sprung up outside many mills upon which the new felt is stretched. Lastly, the Clothiers’ Guild looks to the millers and dyers – and of course apothecaries - for the provision of fine dyes for use in colouring cloth. Although the apothecaries supply most of the dyes used, the new and unusual colours supplied by the dyers have found a ready and interested market, and many millers have a few querns set aside to prepare dye.
The Hideworkers have a strong monopoly in the curing or tanning of a wide variety of hides. A vital ingredient in their trade is animal – and sometimes human – urine which s used in the tanning process. Urine is also a key ingredient in the manufacture of fulled cloth and the increase in the number of fulling mills has lead to a growing interaction between the guilds to share the urine collection and storage methods. In fact, in a few communities, the miller’s need for urine outstrips that of the local hideworker, and so the two guilds have built a good relationship to improve the collection of this vital commodity.
The Masons’ Guild is one of Harn’s most respected guilds, and they have a complete monopoly over the quarrying, cutting and dressing of stone. The most important and expensive components in the mill are the millstones, so as a result the relationship between the Masons and Millers is vital. Millers have always supported the Masons’ monopoly, and as a result, the Masons have always ensured that millstones are only sold to Millers’ guild members in good standing.
The millers generally don’t have a great deal of interaction with the Mercantylers’ Guild, except for the transportation of certain scare or unique products, and – more importantly – for guild business. One of the major concerns of the Miller’s guild is that they are often involved in the transport of very valuable millstones, and of course the annual payments of franchise fees. Millers rely on the Mercantylers for these critical transfers. Usually, the Millers will arrange that their transportation needs align with the major caravans run by the mercantylers to gain the best overall protection.
The Metalworkers’ Guild enjoys a monopoly over all metalworking except weapon crafting and coin making, while the Weaponcrafters have a monopoly over the design and manufacture of weaponry – minting is the preserve of the jewellers. Masters in the two guilds are usually either bonded to a noble household, work as free masters in their own workshops in towns, or in the case of metalworkers, as the local village smiths.
However, central to both guilds is iron working and steel making, and that requires a furnace that can reach about 500°C. To achieve such a temperature the furnace requires a strong continuous airflow – typically for over two and a half to three hours at a time. The continuous airflow is normally achieved using a pair of bellows pumped in sequence or a special double bellows and until recently they were all hand-pumped. However, the fairly recent introduction of mill-powered bellows has dramatically transformed the process. In fact the increase in productivity and the reduction of costs has lead the guilds to eagerly press for the development of further forge mills.
Millers also interact with the Metalworkers and Weaponcrafters in the provision of polishing mills. The recently introduced polishing mills harness either animal or water power to run a special mill construct used to intensively polish and clean the pieces of plate-ware, cups, swords, and armour that the metal workers make. The sheen obtained is far superior to simple hand-polishing, and has proved to be popular with the nobility and the rich. Polishing mills are still quite uncommon, and only a handful exist on Harn.
The management of the either type of mill is similar to the set-up with the Clothiers’ guild and fulling mills, in that the forge mills and polishing mills are run in partnership with the either the Metalworkers’ or Weaponcrafters guilds, but the mill itself is always the property of the Millers’ guild.
In most cases the demand for these industrial mills has lead to a grain mill being adapted to also drive the complex set of gears and levers that either regulate the airflow from the bellows, or drive a series of polishing wheels, although the profitability of these mills has lead to the construction of dedicated forge and polishing mills.
The Miners’ Guild is one of the wealthiest guilds on Harn thanks to its rigidly controlled monopoly on mining and smelting. Master miners are usually bonded to a mine owned by the crown, or in Tharda, the local landlord, and they are responsible for the entire process from extraction through refining.
It is in the refining stages that a master miner will look to work with a miller. After the ore has been removed from the mine, it must be broken down or reduced before smelting. Although the crushing of the ore can be carried out by hand using mattocks, the process is almost always done using a mill since the first crushing mills were built in 342BT. Indeed, it has even been suggested that the first stone querns were made for ore rather than grain.
The management of the mills is again similar to the set-up with the Clothiers’ guild. Crushing mills are run in partnership with the miners’ either at the mine-head or at the smelter site and are, depending on resources, either water or, frequently, animal powered. Again, the mill itself is the property of the Millers’ guild, although the master miller almost always works under the master miner.
As with many of the guilded crafts of Harn, millers could not operate without the woodcrafters. All the gearing and specialty components of the mill need to be carefully crafted out of wood to ensure that the mill runs smoothly. Also, coopers make the butts and barrels used for storage. If there is a mill present, then there is also a woodcrafter.
Wholesale Customers
While much of the millers’ produce is sold or milled for the local community, the millers also enjoy a number of strong wholesale relationships, especially where quern licenses are strictly controlled.
Apothecaries, Embalmers and Perfumers without any access to querning or milling capacity will often look to the millers’ to help them in the preparation of various crushed herbs, roots oils and juices that are vital to their businesses.
Chandlers and Innkeepers sometimes act as the sellers of the millers various baked goods, honey, eels, and other sideproducts the millers’ produce. Innkeepers also, vitally, look to millers for the barley and rye malts used for brewing.
Ostlers usually have a relationship with the millers for the provision of ground animal feed and also to buy much of the threshed stalks – especially rye - for fodder. The unguilded thatches will also look to get the rye and wheat stalks for thatching.
Lastly, like the Miners, Salters will look to the miller to for milling capacity to reduce their salt to a finer crystal form.
Word count: 1,426
FEUDAL RELATIONSHIP
The Feudal relationship of the miller and his overlord is fairly consistent across Harn. In those relationships, the Miller is a freeman who is bonded by the Millers Guild to work the mill. In almost every instance, the mills are owned by the Guild and franchised to the miller who in turn pays rent to the guild and a toll to the local liege. However, there is more to the relationships than that, and the Feudal status of the mill does influence the mills operation.
Freetown Mills
The free towns of Aleath, Golotha and Thay are the only free towns on Harn. Their charters define their status, and lay out the limits of the towns’ jurisdictions. Thus, millers operating within those jurisdictions operate the free town mill franchises of Harn. At present, the only representatives of the miller’s guild who operate within those jurisdictions do not operate sophisticated mills, and only operate a quern milling and bakery business within the city limits.
While the lack of available of space and power is a factor in the limited milling operation, the primary reason that the milling process is not carried out within the town is the town’s free status. The free status opens up a risk to the control of the milling technology. All other towns have a ruling liege who, due to their other holdings, can be persuaded to leave the mills to the millers. However, the millers do not have the same hold over the free town’s aldermen, and the guild fears that it would risk losing their control over the mill if it were within the confines of the town. Thus, they refuse unreservedly an application to build a mill of any form within a free town to ensure that the process is removed from the possible free town control.
Feudal Town Mills
Unlike free town mills, mills in feudal towns are common. While the same concerns over space and power are an issue, the millers don’t fear the loss of control of the mill to the ruling overlord. That is because, invariably, the local lord usually has additional manorial holdings, or at least knights enfeoffed under him who would all suffer if the mill were to be interfered with in any way.
In fact, it is the threat to lesser holdings that tends to keep the town mill relationships the least interfered with of all milling operations. The town also provides a good market for the miller to branch out into other businesses, although these are controlled by the franchise contract limits.
One other aspect to the town mills is the benefit it often brings to other mills in the outlying communities. Since space and power is a constraint, town millers often have to buy in the milled grain from outlying mills, increasing the revenues of the nearby rural mills.
Manorial Mills
There are about 1250 manorial mills on Harn, and they are what everyone thinks of as a mill. They are the feudal food processing centre, and at the heart of the community.
The principal defining restriction on a manorial mill is that it is only supposed to mill the produce of up to 1800 cleared acres. This restriction is to ensure that mills on nearby estates are generally equally profitable. Should the produce of a greater acreage need to be milled, then an application should be made to the guild for a second mill, although in fact only about 40 manors actually do have two mills.
The other key aspect of manorial mills is that unlike the town mills, they operate on an almost wholly trade in kind basis. Millers commonly take their payment as a share of what they milled, and this in turn is either sold on or transformed into further products for sale.
Manorial franchises are also the most abused. Aside from the acreage limit, there is often pressure from the local lord to operate in a way that is more a benefit to him than the miller. While the miller has a legal recourse, local lieges can be persuasive, and many transgressions go unseen.
Finally, manorial franchises, unlike urban ones, usually have some land that they can work. In most instances it is poor farming land that is limited to the area of the millponds and races, but millers do put it to good use. Because such land is theirs within the annual mill rent paid to the local lord, the miller’s will often use the land for animal grazing, bee-keeping or simple vegetable crops if possible, and they will use the pond for eels and some fish, and will often have storage silos, oast houses and bakery ovens.
Mine-head Mills
Most mines are either owned by the crown and operated by the Miners Guild, or are owned by the Miners Guild themselves. The 120 or so mine-head mills then operate under the miners’ grant. Mine-head mills, as their name implies are usually located within or near the processing areas of Harn’s various mines but they are always located on land that is within the jurisdiction of the miners or the Millers’ Guild themselves. The millers operate the mill in partnership with the miners, and get their income as a percentage share of the revenues from the finished metal or mineral when it is sold.
There are two types of mine-head mill. The most common type is a crushing mill that crushes the soaked and roasted ore before smelting. Most of these are simple in process, but some have powered stampers as well as the main mill to reduce the labour requirement. The less common type of mine-head mill is the water-powered forge mill that is used to operate bellows to improve smelter operations.
While many mine-head mills are water powered, the majority are slave or animal powered, and none are windpowered as yet. The newer forge mills and stampers require a constant even power supply, and so are all water-powered.
Milling in Tharda
Milling is carried out in Tharda much as it is in any of the other civilised nations of Harn, but the guild’s relationship with the ruling classes is different. The difference has evolved to help the guild preserve their monopoly on milling within the Republic.
Unlike feudal kingdoms, the clan structure and the patronclient relationship is at the heart of Thardic society. Clans are strong social units with the powerful clan-head at the top. Moreover, a Thardic citizen’s loyalty is first given to the clan, then to his patron and finally the Republic. This would normally make it difficult for the Guild to ensure the loyalty of their master millers. However, there are three ways to leave a clan, marriage, adoption or enlistment. The Millers guild has used this to find a solution. Upon qualification to the grade of journeyman, the Guild officially adopts the miller. From that point on, his clan is the clan of Millers, and his first loyalties lie to the guild. In this way, the Guild ensures that the secrets of the guild remain in their possession, and that millers are freed from the whims of the clan-heads.
The process of allocation of the 105 or so mills is different too. It relies upon the patron-client relationship, and is structured under a more formal contractual basis. The millers agree to operate a mill at a given site, in exchange for which they are given the land upon which it will sit. The land is effectively sold to the Guild and transferred into their name but with a caveat that should the mill cease operation, the land be returned to the original landholders.
Obviously, many estates had mills prior to the formation of the Coranan Republic in 621 and the beginning of the republican social structures. Those mills were brought into the current guild structure very rapidly. Harkel of Barvoel, the guild master of the Millers in 621, brought about the Guild’s transformation by threatening the destruction of the existing mills and the removal of the millstones unless the land that sat upon was ceded to the guild and the guild be allowed to adopt the journeymen and masters. Most of the ruling classes rejected Barvoel’s ultimatum, but they were caught flatfooted by the rapid and decisive response of the guildsmen. Barvoel’s manoeuvre was timely; after the previous years of unrest, the grain reserves were too low for any sustained resistance, and one by one, the landlords decided to give in. In exchange, Barvoel ensured that the relationship between the landlords and millers was always profitable for the landlords, thus ensuring their continued independence. Now, after nearly a century, the practice is well established and the accepted norm.
Barvoel’s actions had one other consequence, in that through his manoeuvrings, he came to be seen as the clanhead of the millers. When He died in 647, his son, Jeremid, also a master miller, was seen as his logical successor. The precedent was set, and all the Guild master’s of Tharda since Jeremid have been related by blood or marriage.
Milling in Orbaal
In general, milling in Orbaal is much the same as in the rest of feudal Harn. In most cases, the Orbaalese guild operates and owns the 120-odd mills and millers work them as bonded masters. The Ivinian overlords have seen little reason to interfere with this profitable practice. However, some mills have been taken over by Ivinian clans and in 691, Hagined instituted a new Ivinian scale of weights.
The seizure of some of the mills has been the most worrying matter for the Orbaalese guild. It started with the Taareskeld seizure of the Geldeheim mill. At first the millers withdrew the master miller and his workers from the Geldeheim mill, but the Taareskeld family just replaced them with Ivinians. Next, the millers threatened to destroy the other mills and break the millstones unless the mill was returned. Alegar I replied with the edict that if any mills were destroyed, all the employees of the mill were to be executed amongst the rubble. Fearing the truth to Alegar’s threat, the guild capitulated. To date, four more mills have been seized, but the decline in the quality of their output has, for the moment, forestalled any further seizures.
As well as the seizures, the millers have had to adopt a new set of weights and measures. Prior to the Ivinian invasion, miller’s used many of the same measures as the rest of Harn. However, in 691, Valhakar Hagined, declared that all Orbaalese millers must use the royal measures of Menglana, based on the standard Laup of butter (30 pounds weight) as this was more suitable to the Ivinian trade that the invaders carried out. As Taarskeld control extended across Orbaal over the next fifteen years, Hagined’s official weights and measures have too. Indeed, despite the guild’s early protests, the Ivinian set of dry measures for the grain has become the prominent system, although Jarinese millers still use Harnic measures when dealing with Jarin customers.
Unlike Harn, the primary Ivinian shipping volume is the Lest which is equal to two tuns, (4,320 pounds weight of water). A Nivik, the most common merchant ship on the Sea of Ivae, carries from 4 to 60 Lest, or between 17 to 260 thousand pounds of cargo (equivalent water weight).
Milling Among the Barbarians of Harn
Unlike the civilized nations of Harn, the barbarian nations do not have any millers’ guild, nor do they have any significant milling operations due to their nomadic or seminomadic natures. Universally, all their milling needs are met using small hand-querns that they can take with them when they move home. Many also use simple mortar and pestles as these too are portable.
The only exception are the Hodiri. In 709, Styven of Much, a miller from Chybisa was taken hostage during a raid on a caravan on the Genin Trail. He was bringing a new millstone back from Thay to use in a mill that was being built in Dynain. After destroying the caravan, the Hodiri lined Styven and the few others who had survived up and started to use them as targets. In exchange for his life, Styven pleaded that he could construct a horse-powered mill for the Hodiri. Chuppachak, the Hodiri leader was intrigued, and so Styven and the millstone were taken to Patrel for the annual festival. Styven was given until the end of the festival to build the mill, or he would be roasted alive on the fires of the last night. The mill was built, and the Hodiri were impressed. They hamstrung Styven so that he could not run away, and for the last eleven years he has operated the Patrel mill.
The lack of a guild structure for millers– as with many other trades – has meant that Ivinian milling is different to milling on Harn. Instead of the guild, each clan owns and operates its own mills to provide for the local village. Without the guild structure, millers are free from regulations and licences, but ideas and practices are not exchanged as easily and new techniques take longer to spread. The measure and quality of output are highly variable, and the advances seen on Harn such as forge mills are unknown in Ivinia.
The lack of cohesion has meant that trading weights are not the universal. Although Lests, the principal boat load, are common across Ivinia, Sålds, the principal measuring vessel are not. In the west, the Menglana Såld is the most common measure, while the Trondis Såld is used in south, and the small Govyna Såld is used in the east. The principal subdivisions are also varied –Maeles in Menglana, Askers in Trondis, and Settungs in Govyna – although the Asker and Settung are near enough the same measure.
Technologically, Ivinian millers are also less advanced. There are no double or triple mills in Ivinia. There are a handful of windmills in the south, but otherwise they are non-existent. Forge, crushing and fulling mills are also unknown, although they have intrigued Menglana’s King Halrik III after he heard tales from traders returning from Orbaal and Shorkyne. Generally though, Ivinian mills are simple operations, although with the readily available water sources, they do at least have a higher proportion of waterpowered mills than exist on Harn.
Word count: 2,453
THE MILL
A normal mill is composed of four main components, a power source, a feeder function, a milling function and a sifting or grading function, but those components have been adapted to a variety of uses by the millers guild. The developments in the mill stem from a desire to increase the profits of the mill within the tight confines of the milling franchises, and at the same time protect the profits that the franchises get from their existing business.
The Basic Milling Process
The basic milling process is to take the substance to be milled and reduce it by grinding it between or beneath large heavy stone blocks. To do it effectively, the substance needs to be fed into the milling unit in a controllable manner to prevent the mill from being overwhelmed. This is done by passing the grain from the hopper into the hole at the centre of the runner stone using the shoe. Controlling the angle of the shoe controls the flow rate. The runner stone is then rotated against the bedstone crushing and grinding the grain. Using the Trees to control the height that the runner stone is above the bedstone controls the grade of the ground meal (this is where the true skill of a quality miller comes to the fore). The runner stone needs a power source to turn, roll or swivel and this is supplied through the rynd by directly connecting the spindle to a waterwheel or harness, or gearing the spindle to a second drive shaft. Finally, as the milled substance is crushed, it spills out across the sloped face of the bedstone, down the spout to be collected in the bin and later graded.
Depending on the grade and type of the grain put into the mill, multiple millings are usually needed. The first pass dehusks the grain and removes the last of the chaff not removed in threshing. After a rough sifting, a second pass reduces the grain further. A final fine sifting results in grain flour. Some products are ground again to improve the quality of the flour. Others are ground more roughly as the grain only need be broken for use, such as in malt.
The basic process is the same for all grain, dyes, spices and ore milling operations, though some more simplified and others more complex. Some also, like ore crushers, often use a vertical runnerstone against the horizontal bedstone in order to improve rotation and reduce breakdown.
A second advance of mills was the ability to generate consistent intermittent power. Fulling mills use it to power a series of hammers to pound the cloth and forge mills to power a hammer on an anvil. In crushing mills, the mill powers the stampers, large piston-like hammers. The use of intermittent power has also been adapted to power either a double bellows, or a pair of large single bellows, to ensure a strong regular airflow to a forge and thus increase its heat.
Querns and Hand-Milling
The earliest and most simplified forms of mill are querns or hand mills which in turn derive from the mortar and pestle. Querns have been used for millennia, and come in three main forms: Saddle querns, Beehive querns, or Pot querns.
The idea behind a mortar and pestle is to use the pestle to mash the contents of the mortar until the contents were reduced to a useable form - Grain was crushed to get flour, fruits to get juices. However, a stone pestle and mortar would be unwieldy if it was too big, and a wooden one didn’t have enough sturdiness. The quern was developed so that instead of a large rod or pestle, a handle was attached on the outer rim of a small runnerstone or topstone so that it could be either rotated or oscillated by hand, and the weight of the stone crushed the contents against the bedstone.
Different querns were developed for different purposes. Beehive querns, usually of granite, put a greater weight on top to crush more solid objects. Sandstone saddle querns, have a thinner runnerstone with concave faces allowing greater speed to be maintained for processing grain. Thardic flat querns, a flatter saddle quern, are made from a highlyvalued, less-dense sandstone from Chenad, and so are bigger and can mill more, while sandstone pot querns have a pot-shaped bedstone with a spout to channel the flow of juices from the milling process into a bowl or beaker.
Type
Thickness
Diameter
Wt. lb
Cost
Small Pestle/Mortar
2
3d
Large Pestle/Mortar
15
8d
Saddle quern
4-5"
12-18"
35-90
12d
Thardic Flat quern
3-4"
16-24"
40-120
25d
Pot quern
4-9"
9-12"
20-75
15d
Beehive quern
4-9"
9-12"
25-100
18d
Notes: Pestle and mortars are made from sandstone or, for twice the price, smooth marble. Cooks will use one pestle/mortar for savouries and one for sweets, while Shek-Pavr working on Fyvrian spells will need a new clean pestle and mortar for each spell to avoid contamination. While a thorough cleaning is often enough, a pestle/mortar can only be cleaned properly by casting Markyate’s Purgative (see appendix).
The Millstones
The most important part of the mill is the two millstones, the runnerstone and bedstone and their quality has a direct impact on the quality of the grain meal produced.
The
basic requirements for millstones are durability and a surface that
will take dressing or surface tooling, but won’t become totally smooth
or polished with use. It is also important that the stone does not
crumble too easily such that the meal becomes gritty or discoloured. The
stones that fit these needs best are sandstone, which is common on
Harn, or lava stone, which is only found in the northern Rayeshas or
else imported from Hutheng island in Ivinia or from the Principality of
Lankor, east of Shorkyne.
Data for a pair
Thickness
Diameter
100 Wt.
Cost
Sandstone Small
4-6"x2
20-32"
2-9
2s-9s
Sandstone Medium
6-7"x2
32-44"
9-18
9s-27s
Sandstone Large
7-9"x2
44-56"
18-36
27s-74s
Multiplier for:
Composite Stones
x0.8
Rayeshan Lava
x1.3
x0.9
Hutheng Lava (C)
x1.4
x1.00
Lankorian Lava (C)
x1.4
x1.00
Re-Dressing
45d
Notes: A Hundred weight is a masons measure equal to 112 pounds. Bedstones will be slightly bigger than runners. (C) prices are for Cherafir, add to the multiplier a further x1.4 for Kaldor, or x0.7 for Chybisa or Western Harn. Orbaal the basic rates for Lava, but cannot get Lankorian.
The basic cost for a pair of sandstone millstones is 1 shilling per hundred weight for small stones, 2 per additional hundredweight for medium stones and 3 per additional hundredweight for large stones, thus a 16hw medium stone is 9s plus 7x2s (14s) or 23s. Lava stone prices are calculated just by the multiplier, and not recalculated by weight. About 33% of all mills use small stones, while about 5% use large stones.
Millstones are a major investment but will wear out. While the dressing can be reinstated fairly easily by a skilled mason, sandstone sets wear down about an eighth of an inch per annum and need to be replaced about every twenty years. Lavastones are much more resilient and tend to last about 25 years before a replacement is need. In fact, the value of a good set of millstones is why the miller’s guild will look to take the stones whenever there is any dispute with a local mill or landlord!
Hurst Frame, Fittings and Fixings
After the Millstones – and aside from the power source – the hurst frame, fittings and fixings of the mill, which comprises the gearing, control trees, hopper, shoe, tun and frame, are the most important part of the mill. Indeed, regardless of what the power source of the mill is, the carriage structure is basically the same in form for all mills, unless the mill is meant for fulling or crushing.
In essence, the hurst frame acts as the mill chassis; the frame that holds all the working bits together. It holds the hopper and shoe above the mill, it fixes the spout below the and it acts as the support frame for the mill’s gearing and spindle. Moreover, since the runnerstone is solidly fixed to and suspended from the spindle by the metal rynd (the rynd is the heraldic charge of the Miller’s Guild), the carriage is also a significant weight-bearing structure.
Although there are significant iron components to the hurst frame – such as the rynd – the hurst frame construction would be effected by the local woodcrafter to a design supplied by the guild millwright. The hurst frame otherwise is made from stout oak or yew wood, although some smaller hurst frames have been made from sweet chestnut.
Hurst frame costs are based upon two factors, the weight of the millstones and if the mill is geared.
Millstone size and weight affects the hurst frame costs only through to size requirements. The bigger the stones, the more robust the carriage needs to be. Larger querns usually have a support frame as well.
The gearing cost is dependant on the location of the power source, and there are various set-ups possible. The simplest form is the basic horizontal power source, in other words those located directly above or below the mill, and they do not require a gearing set. A basic horizontal powersource that is used to power two mills require gearing to pass the power through 2 90º turns and so require a double gearing set. Vertical power sources, such as a vertical water wheel or treadmill, require gearing to pass the power supply through a single 90° and so require a single gearing set. Animal mills, external capstan mills and double vertical mills require the gearing to pass the power through 2 90º turns and so require a double Gearing set. Double animal mills or external capstan mills require a triple gearing set.
Component
Cost
Hurst Frame
(Millstone diameter x Millstone diameter / 10 in d)
Rynd
(Millstone 100 Wt / 3)d + 5d
Single Gearing Set
(Millstone 100 Wt x 2)d + 20d
Double Gearing Set
(Millstone 100 Wt x 5)d + 60d
Triple Gearing Set
(Millstone 100 Wt x 9)d + 100d
Note: Although more complex gearing sets are possible [cost (Millstone 100Wt x8)d +75d per extra set], none exist on Harn.
Slave & Donkey Mills
Slave and Donkey mills are the muscle-powered mills of Harn. They account for about 350 of the1400 mills located across Harn, with the bulk of them located in Tharda, Orbaal and at the mine-heads. There are two forms of muscle mill, capstan and tread-mill.
About two-thirds are capstan mills, as they are the cheapest to build and the easiest to maintain. A capstan mill consists of a horizontal wheel with one or more spokes radiating out of it. An animal or two, usually oxen or donkeys, or a number of slaves are harnessed to the spoke and made to rotate the wheel. At its simplest, a capstan is directly fitted to the spindle so that every turn of the wheel turns the millstone once. Such simple mills usually find the animal capstan located below the mill, or the slave capstan located in a locked chamber above the mill, and generates about 5-6 revolutions per minute of the millstone with an effective power output of 0.25 to 0.50 horsepower. A complex capstan locates the capstan beside the mill, and uses a pair of gears to transfer the power to the millstones. Although more costly, gearing leverages the rotation rate – usually around 2.5:1 each time – and a corresponding increase to 30 – 40 revolutions per minute (rpm).
The rarer form of muscle-powered mill is the treadmill. A treadmill is a vertical wheel in or on which the slaves can walk, just like a hamster wheel (animal treadmills are unknown on Harn). Although the vertical treadmill requires a gear to transfer power to the millstones, it benefits from the greater muscle-power used, and usually generates about 15 revolutions per minute.
The relatively low rpms of muscle-powered mills means that to improve efficiency, large millstones are needed. However, if the stones are too big, the power requirement to overcome the initial inertia is too high. In general, a mill needs to produce at least 0.40 to 0.60 hp to work properly.
Component
Cost
Capstan
25d / animal or 7d / slave plus 20d
Treadmill
40d per slave on the wheel plus 30d
Notes: Capstans mills produce an effective power output of about 0.24 hp per ox (max 2, although low, oxen, produce a more even power supply), 0.18 hp per donkey (max 3), or 0.06 hp per slave (max 12). Treadmills produce 0.08hp per slave. Gearing increases power output by 1.5 times (all treadmills require gearing). Although more expensive, slaves can be used for a extra 4-5 hours per day on other tasks like threshing.
Water & Tide Mills
Water and tide mills are the most common on Harn, and account for nearly a thousand of all mills. They are, like windmills, powered by the freely available energy of nature. Watermills are described by two classifications. The first classification is that of stream or tide mill, while the second classification is based on the type of the wheel they use: horizontal, undershot or breastshot and overshot mills.
Tidal mills gain their water flow from the rise and fall of the tides (and thus are only found on the coast) while a stream mill gains theirs from a river, stream or mill-pond. For tidal mills, the rising tide is channelled into a pond or water trap, and once the tide has gone out the water is released to power the mill. Although tidal mills require increased water management they benefit from a guaranteed twice-daily water flow that is always enough to power the mill and a head limited only by the rise of the tides. On the other hand, stream mills, while easier to manage, can be beset with trouble if the stream level drops too much or fails completely should the stream dry up or be diverted.
Horizontal mills are commonly found in the poorer areas, like Orbaal and Rethem, and rely upon a slatted or cupped waterwheel attached to the base of the spindle. The water is forced into a tight stream to increase the speed of the flow, and aimed at the side of the wheel. The water then drops into a pool below the wheel so as not to impede rotation. Although simple, they’re inefficient, and cannot be geared.
Horizontal mill
Undershot or breastshot wheels – which are the most common form of waterwheel on Harn – are waterwheels that effectively sit in a moving stream. The water flow hits the wheel at or below its mid-point and then passes underneath. The benefit of this form of wheel is that it does not require as great a head of water, between 1 to 5 feet, and needs less of a support structure so it is both cheaper and more effective in areas with a shallow-dropping water supply. It is also more effective than a horizontal waterwheel in that it can benefit from gearing.
The least common form of waterwheel on Harn is the most effective – the overshot wheel. An overshot wheel is one where the stream courses over the top of the waterwheel, and the wheel benefits from a drop equal to its entire height, usually 6 to 12 feet. Although overshot wheels are more expensive because of the necessary support structures, and also have a need of a greater head, they are three times more efficient than undershot wheels. Moreover, like undershot wheels, overshot wheels benefit from gearing.
The small horizontal mill of Lenud, near Hjael in Orbaal
Component
Cost
Slatted Horizontal
35d
Cupped Horizontal
60d
Undershot Wheel
8d per 1 ft head + 30d
Overshot Wheel
16d per 1 ft head + 50d
Tide Pool
1d per 20sy x tide rise in feet (min 3 feet)
Mill Pool
1d per 5sy (6 ft deep)
Mill Race
1d per 10 yards + 5d for sluices
Notes: Wheel costs include the cost for the wheel and all required support structures. Slatted horizontal wheels produce a power output of 0.42hp, while cupped wheels produce 0.54hp. Undershot wheels produce 0.12hp per foot of head, with the head between 1 to 5 feet. Overshot wheels produce 0.18hp per foot of head, with the head between 6 to 12 feet. Gearing doubles power output. A tide pool is required for all tidal mills, and every 60d buys 10 minutes milling time. A stream mill does not have to have a pond, but every 20d buys 10 minutes milling time. A race is only required for overshot wheels, or if rabbits are to be reared.
Tower & Post Mills
Although the Azadmere Khuzdul have had the knowledge of how to build windmills for centuries – they built the now venerable tower mill of Elshavel before the Atani wars – it is only recently that windmills were introduced through the rest of Harn. The first tower mill built on human lands was built by the Jarin Marr of Staud at Sir Tarial’s manor of Swune near Cherafir only 63 years ago! However, in the years since then, windmills have spread quickly through the south-east and on to the windy Kandayan Gemal peninsula. Indeed it was in the Gemal peninsula just four years ago that Jillan of Dalane developed the idea of post-mills. This fervour for windmills is due to their increased power output, and the reduced cost of infrastructure like ponds and races.
The two types of mill are named for the mill structure. Tower mills are large stone towers with the windmill set near the roof-line. All stone tower mills on Harn follow the same basic design, and thus follow the round-tower layout favoured by the Khuzdul. One problem that besets the human tower mills is that the sails can only face one direction, limiting their effectiveness (the dwarven towermills actually have a rotating roof structure, but this is still a secret of the millers of Azadmere).
To overcome the problems of shifting wind directions, Jillan of Dalane developed the Post-mill. The idea of the postmill was that rather than just rotating the sail and its corresponding gears like the Khuzdul do, Jillan looked to turn the entire mill into the wind by erecting it upon a single rotating post. Thus post-mills rest upon a single post about a yard in diameter and set into a large stone support structure. The square, all-wood mill is then further supported by a pair of movable buttress struts that are angled downwind and thus act like the last two legs of a tripod. Although there is a dramatic efficiency gain by being able to shift the sails into the wind, post-mills have suffered from structural problems due to the massive stress on the large main post, and some post-mills have already needed to be supported by secondary props.
In both cases, windmills share two features of the Khuzdul designs. Firstly, all windmills are built on mounds to raise them into the wind somewhat and free them from any ground obstructions. Secondly, windmills share the same sails structure both in shape and proportion. Although they might vary in overall size, the robust and efficient design of four wood-framed, cloth covered sails that are four times longer than wide have not evolved too much from the sails on the Elshavel mill.It should be noted that millers who run windmills do gain a bit of knowledge of sailing, as the only way to stop the windmill is to apply the internal brake and furl the sail canvases. Of course, one advantage of the post mill is that it can be turned out of the wind instead applying the brake, which does reduce the wear and tear on the sail mechanism.
Component
Cost
Sails (set of 4)
8d/sy + 40d (max 25sy)
Windmill gear set
+50d to basic cost
Mill Mound
70d
Post Mill supports
25d
Notes: Sails are made of canvas and elm and weigh 131/2lb per sy.
Each sy of canvas produces 0.30hp (accounts for gearing). Tower mills
produce only 66% the power due to the inability to turn into the wind. A
mill mound is not required, but power is reduced by 20% if a mound is
not present (Tower mill output is 60% without a mound). Post mill
supports are not required but power is reduced by 10% if not present.
Post mills can only be made of wood. Tower mills tend to be stone. A
mill must be at least (15 + (3 x sy of sail / 5) – 5 if with a mound)
feet tall to accommodate the sails rotation. Windmills must pay for the
extra fittings in a windmill gear, however double and triple sets are
available. A windmill is deemed a vertical power source and must have at
least one gear set
Double Mills
The advent of new milling techniques along with the high demand for mills has lead to the development of mills with multiple mill mechanisms run from the same power source. Thus, a grain mill might run a coarse and fine mill in series, or a forge mill might run the stamper, hammer forge and bellow from a complex gearing system.
A power source can be used to increase or diversify a milling operation by adding the appropriate additional gear sets. Thus a horizontal waterwheel can power two mills by adding a double gear set, while a vertical treadmill can power two mills by adding an extra gear to its single gear set. The gear set required is dependant on the type of power source. Ungeared horizontal power sources – capstans and horizontal water wheels - and vertical power sources (which already have a single gear set) need a double gear set to run a second mill or a triple gear set to run three mills. Geared horizontal power sources (complex capstans) already have a double gear set so need a triple gear to run a second mill. Note that windmills are deemed a vertical power source and pay extra for any of the standard gear sets.
While gearing normally can increase the effectiveness of the power supply, the addition of the extra millstone or other machinery reduces the effectiveness. Thus, to determine the power supplied to each mill if run concurrently, divide the power supplied by the number of additional gears added plus one. If mills are to be run separately, divide the power by the number of additional gears plus one and add 50%. Thus a capstan mill that produced 0.60 hp on one mill would produce 0.20 hp to two concurrent mills (0.60 / (2 add’l gears +1)), or 0.30hp
Mill Throughput
Mill throughput, both in terms of quality and quantity or bushels per month, that can be processed are dependant on two factors; millstone weight and horsepower. The greater the horsepower per hundredweight of millstone, the better the quality of the flour, but a larger millstone can process more than a smaller millstone – if it has enough power driving it.
The first consideration is if the millstone has enough power. A millstone requires a minimum horsepower (hp) per hundredweight (hwt) of 0.045hp. However, at that minimum, output quality will be poor regardless of the miller’s abilities (a craftsman can blame his tools!). Quality is improved if power is increased. The table below lists the minimum hp per hwt to attain a given quality.
Best Quality Output
Minimum Hp per Hwt
*****
0.150 hp/hwt
****
0.090 hp/hwt
***
0.060 hp/hwt
**
0.050 hp/hwt
*
0.045 hp/hwt
The second consideration is the output quantity. A mill can process 12.5 bushels of grain per day per hundredweight of millstone (300 bushels per month on 24 working days per hwt). This output accounts for all factors of the milling process, although the actual time the mill is operating is usually only about 3-4 hours a day; the rest of the time is taken up in loading and sifting (A good miller could increase this rate; change the rate on a Miller Skill roll as follows: CS:13bu, MS:12.5bu, MF:12.2 bu and CF:11.9bu).
Fulling Mills
Fulling is the process of converting a woven cloth to a felt. The process is to beat the wool cloth in a bath of urine and fuller’s earth to degrease and matt the fibres. The process is a labour-intensive job and also inefficient. In 637TR, fulling mills were introduced to Harn, and proved to be very effective and since then 27 fulling mills have been built.
The fulling mill relies on the waterwheel (all fulling mills are water-powered) to lift and release a series of hammers that can be used to pound the wool. The result is a much more efficient process as the fulling mills have increased output eight-fold. Because of the efficiency gain – both in improved output and reduced costs – many liege lords have been eager to have one built on their lands. However, many fullers who work by hand are not keen to see fulling mills so common unless sheep farming is expanded as the mills have put many fullers out of work as one mill usually affects half a dozen manorial estates.
Component
Cost
Fulling Stocks
64d per stocks pair per annum
Trip gear set
20d per to stocks pair (max 2 pair)
4’x3’ Urine Bath
2d (req. 1 bath per 1 stocks pair)
Fulling mix
£96/annum or £8/month per bath
Tentering Frame
2d per sy
Notes: Each fulling stocks pair can be used to produce 15 sy of light felt or 11 sy of heavy felt per day. Because of the heavy wear, stocks need to be replaced frequently. The daily cost of the unfinished felts is 80d for fulling inputs, 3d for labour, 2.5d for other costs, and the wholesale cost of the broadcloth. (Thus 23f/sy light felt, 31f/sy heavy felt – versus 27f/sy light felt, 10d/sy heavy felt unmilled output (2sy light, 1.5sy heavy per day per man)). Finishing accounts adds a further 20% to the cloth cost. Every acre of land on the manor given over to sheep farming can produce 6lb of wool that converts to 3sy light felted cloth or 2sys of heavy felted cloth per annum. Thus, a Fulling Mill requires 1440 acres devoted to sheep for light felt, 1584 acres for heavy felt. Since manors on average devote only 16% of a manor’s acreage or about 300 acres to sheep farming, a fulling mill usually works the wool output of 5-10 manors. See Harn Manor 30 for notes on livestock.
Crushing Mills
The crushing mills are the more common of the two types of mine-head mill and account for about 80% or so of the 120-odd mine-head mills. Without a mill, the ore is broken up with mattocks and is a time-consuming and labour-intensive process. Crushing mills have been effective in reducing the processing time and cost.
Crushing mills come in two forms. The traditional crushing mill which takes medium-sized stones that have been broken down from large rocks by hand and reduces them to fist-size or smaller stones, and the still rare stamper-mill, that can reduce even the larger rocks before the main milling task.
However, the miller’s job doesn’t end there as once the rocks are reduced as far as possible by the main mill, they are often further crushed in a series of hand querns. The object is to reduce the rock to pebbles or smaller that are then put in the smelter.
Forge and Polishing Mills
The last major type of industrial mill is the forge mill. The first forge mill on Harn was built at Gosus, in Melderyn in 702TR by master Pano of Lehia, after he had seen a forge mill on his travels in Shorkyne. It proved an immediate success, and since then they have spread fairly quickly through eastern Harn, with fourteen having been built in the last 18 years. Forge mills are still very rare in western Harn though, as there are still only four west of the Kald – three of which are in Tharda - and none yet in Orbaal.
As the illustration shows, a forge mill uses a unique gearing to power a forge hammer and a set of bellows – either two single or one double bellows. The mechanism for the forge hammer is much the same as that for the fulling stocks, while the true revolution is the gearing for the bellows. Moreover, it is the improvement to the bellows that has been the most revolutionary.
Normally, iron needs to be worked at a yellow heat to effectively absorb the carbon and form good steel. Handworked bellows can attain this temperature, but only briefly and at a high labour effort, they normally fall to red heat. As a result, the iron must be wrought, and about 20% of the iron is lost as slag. Moreover, the quality of the blade or implement is not as robust. A water-driven bellows can keep a forge operating at a yellow heat without variation, thus allowing the smith to produce consistent high quality ironwork. Slag loss is also significantly reduced.
At many of the forge mills, the smiths also found that the mill could be geared to allow a sheepskin covered polishing rod. This significantly reduced the polishing time for plate armours, and improved the final sheen. Although the benefits were mostly cosmetic, the Thardic legions love the improvement, so all the Thardic mills have polishing rods.
Component
Cost
Forge Hammer/ Gear
50d
Bellows set / Gear
60d + 6d/month
Polishing Rod / Gear
18d + 6d/month
Notes: Forge mills reduce production times by 20% and allow the smith to produce work at one * higher than skill would allow.
The Mill Itself
The cost to build the mill is highly varied, however, since the mill was a critical piece of equipment most mills are built of stone. The mill would usually consist of a building about 10 to 20 yards long by 5 to 8 yards wide and at least two stories tall, with some internal partitions. The table below gives some idea of costings.
Component
Cost
Stone
(Length in y + Height in y –1) x 4s
Wood
(Length in y + Height in y –1) x 1s
Word count: 4,880
ANCILLARY BUILDINGS
The mill is obviously the focus of the milling enterprise, however, a miller will use the land he has been granted to the full to ensure the best revenues. Unfortunately, the land granted to the miller tends not be of the best quality, and will usually consist of soggy meadow (meads) or scrubland. Therefore, the land does not lend itself well to general agriculture. Even so, the diverse operations conducted by the miller show how even poor land can be used.
The Mill Pond
Firstly, unless the mill is wind or animal powered, it will almost certainly have a millpond at the head of the mill race to ensure a constant and steady supply of water to power the mill.
A millpond will either be created from the stream or river itself by way of a weir, or it will be a separate pond that is fed by a diversion off the main water channel. In either case, the mill-pond will rarely be less than 200 square yards in area, and contain at least 100,000 gallons of water.
As well as ensuring a store of power for the mill, the mill pond, if distinct from the stream or river, will also be used as a fish or eel pond, and stocked generally with trout, mullet or lampreys. Also bulrushes will often grow on the banks of the pond, as they are used as thatching.
Sluice, Leat, and Head & Tail Races
Water-powered mills also require controls to be put in place to monitor the flow of water past the wheel. The mechanism are the sluice, leat and head & tail races.
A sluice or sluice gate is moveable dam, usually made from iron, that is slotted in at the junction of the water source and the mill water channel. The sluice gate is opened and closed as needed to ensure a steady water flow.
The leat is the portion of the mill channel above a mill pond, if one exists at the mill. The leat tends to be a slow moving shallow channel that is easily fordable to allow access to the opposite side of the mill channel.
The head and tail races are the parts of the mill channel that feed directly to the waterwheel. If the waterwheel is an overshot wheel, the head race will be a tight narrow channel about 7-8 feet at least above the tail race. For undershot wheels, the head will be steeply sloped and narrow to speed the water flow. Tail races, the mill channel that returns the water back to the main stream tend to be deep channels to ensure that the mill does not suffer any flooding.
In horizontal mills, which account for over a third of all Harnic mills, the head and tail race pass under the mill itself, and can be accessed by a trapdoor from the lower floor of the mill. Vertical mills have the waterwheel on the side of the mill and the mill races pass beside the main mill building.
Threshing Yard
Threshing is carried out to separate the grain from the husks and stalks of the plant. Usually, the back-breaking job of threshing takes place in an area of the fields to reduce the weight transported back to the mill. However, for wheat and rye crops, the stalks of the plant are used to make use as thatching, and it is easier to gather the whole plant and do the threshing at the mill. The threshing is carried out in the threshing yard, which is a partially enclosed area that helps contain the threshed plants.
After threshing the stalks, grain and mass of husks (chaff) are winnowed or separated, leading to the phrase “separating the wheat from the chaff”!
Kilns, Maltings and Oast Houses
After threshing, the grain is dried to prevent it going mouldy if stored, or to soften it so that the mill can work efficiently. The drying process is carried out by slowly roasting the freshly threshed grain in a drying kiln. Maltings and Oast houses are similar to drying kilns but they are used to dry barley and rye malt or dry roast hop bracts for brewing respectively.
The roasting process is also used at mine-head mills in that the mined ore is roasted to introduce cracks into the rocks and improve the efficiency of the crushing mill.
Harnic mills will certainly have at least one drying kiln nearby, though they will be kept apart from the mill so as to reduce the risk of fire, and many will have Maltings. Oast houses, however, are not as likely, and tend to be found only in south-eastern Harn, from southern Kaldor through Chybisa and Melderyn where Hop growing is common (though a few are seen in Kanday).
Granary & Silos
Unless a grain or fodder is to be used immediately, it needs to be stored. Granaries and silos are the storage facilities of the mill, and they will be built on the highest and driest part of the mill lands.
After sorting and separating – a process known as winnowing – the grain will usually be dried in the drying kiln and then stored in the granary either loose, or in burlap sacks. Although sometimes stored before drying, the grain is never stored milled. Instead, the grain is milled as and when needed. There are risks, however, to storing grain as general rot, decay and insect problems will see stored grain reduced by 5 to 20% (see HarnManor 24).
The silo, on the other hand, is used strictly for making silage for use as fodder. A silo is usually a tall narrow building, in which green, undried fodder is stored. The fodder partially ferments in the silo, becoming silage, and thus preserving the bulk of the crop. Unfortunately, the aroma of the silo is not pleasant, so it tends to be located away from the main mill buildings.
Bakery
A miller will end up with a lot of flour, taken as toll, and will have some trouble in selling it all. In order to diversify, almost every mill on Harn has a bakery, or more accurately a large bakery oven nearby. The miller or, more commonly, the miller’s wife then freshly bakes much of the toll flour for general sale.
Steeping Pits
The malting process requires that the barley or rye be germinated in water prior to being dried in the malting and rough ground. Thus many watermills will have large stone or wood tubs on site to start the malting process.
Beehives
Mill meads – the soggy wet ground around the mill pond and races – tends to have little value for crops, and are usually not big enough to provide enough pasture for more than a goat or two. However, Harnic millers have found that bees favour the wetland flowers. Therefore most millers will have up to a half a dozen beehives located on the wetland between the stream and the mill races, or on slightly raised ground near the stream itself to provide a useful source of honey and wax during the summer months.
Pillow Mounds
Mill meads are also pressed into another service, that being for pillow mounds which are small, raised mounds used to form an artificial rabbit warren. By building the pillow mounds on the land between the mill race and the stream, it is cut off from the rest of the manor, and prevents the rabbits from getting into the manorial fields or loose into the village vegetable patches.
Smelter House
Mine-head mills will be at the heart of the ore refining process. Just as it is more efficient to have the ore roasting ovens close to the mill, it is also efficient to have the smelter house located nearby as well. Although the smelter ovens are usually run by either the miner’s, metalworker’s or weaponcrafter’s guilds, the miller is usually involved in the smelting process too.
Tenter-Racks
When travellers in Harn see tenter racks near a mill it is a sure indication of a fulling mill. The fulling mill is used to make the felt, and the tenter-racks are used to tautly stretch the cloth to allow it to dry. The only requirement for the tenter racks is sunshine and a light breeze, and since the cloth exudes a strong urine odour until it is fully dried, it is usually located downwind of the mill, and, hopefully, the village as well!
Urine Baths
The fulling process requires that the cloth to be fulled should be soaked in a mild solution of human or horse urine prior to and during beating. Therefore fulling mills require a urine bath nearby in which the cloth can be soaked. Like the tenter-racks, urine baths do not have a pleasant aroma, so they too are located downwind of the mill. Moreover, they are kept as far from the village as possible, and it is not uncommon for a lord to grant extra land somewhat distant from the village just for the urine baths.
Tanhouse
In order to minimise the problems of unpleasant odours, the leatherworker’s tanhouses are more and more located next to or on the land of a fulling mills. In that way the tanhouse and the fulling mill can share the urine baths.
Even when the tanhouse is located on the mill lands, it is always run by the leatherworkers guild.
Stables or Bunkhouses
Mills that are not wind or water-powered are animal or slave powered. Those animals or slaves have to be kept somewhere, so animal or slave mills will have a stable of bunkhouse located on the mill lands.
In the case of a stable, it will be a small building that will only house 2 or 3 animals, and it may often be built as a part of the main mill.
Bunkhouses are most commonly found in the upper storey of a mill, as it is easier to keep the slaves locked within the main structure, however in a dozen or so cases, a small bunkhouse is used instead. Apprentices and journeymen will likely also be housed in the bunkhouse.
Word count: 1,665
MILLERS’ PRODUCE
A miller produces much more than flour. In fact the mill is a major factory in the Harnic landscape, producing milled grain, fodder, thatching, spices and felt, as well as honey, wax, eels, fish and rabbit meat from the mill meads.
Unthreshed Grain
Although not really a milling by-product, unthreshed grain is often stored in a threshing yard near the mill. Unthreshed grain is the unprepared stalk and grain fresh from the fields and it has limited value until threshed, except as fodder.
Product
Volume
Weight
Price
Unthreshed Grain
1 Bushel
55 pounds
GPx – 2d
Note: GPx – 2d is the price of the grain less 2d
Grain & Fodder
Threshing is used to separate the grain from the stalks. The grains are then stored, used whole as grain feed for animals and birds, or used to produce meal and flour. On Harn, the principal corns are wheat, rye and winter oats (winter crops) and barley, common oats, and golden oats (summer crops). Winter crops are planted after harvest, while summer crops are planted in the spring; all crops are harvested during the summer. All are common across Harn, except golden oats which cannot be grown in Orbaal, and winter oats which are only grown in Kanday, Melderyn and Evael. Millet, comes only from Orbaal and Peran, is used primarily for birdfeed.
Product
Volume
Weight
Price
Wheat
1 Bushel
70 lb
8d
Rye
1 Bushel
70 lb
6d
Barley
1 Bushel
70 lb
5d
Golden Oats
1 Bushel
70 lb
5d
Common Oats
1 Bushel
70 lb
4d
Winter Oats
1 Bushel
70 lb
3d
Millet
1 Bushel
70 lb
2,5d
Note: On Harn, all cereal crops are known as corn, and a grain mill is often referred to as a corn mill. It should not be confused with Maize.
Thatching, Straw & Hay
Thatching is the most common roofing material used on Harn and it is ubiquitous. However, not every grass or reed is suitable and thatchers only really use bulrushes , ryegrass, or wheat stalks. Straw are the dried stalks of any of the grasses, and are used for various purposes like animal feed or baskets and hats. Haymaking is actually only a related trade than one actually carried out by millers, as cocksfoot and meadow grass are the primary hay grasses, and they are grown on meadows as they do not have a useful grain.

 The millers and millwrights have one of the most important guilds, with a monopoly on the ownership and operation of all mills and milling. Local lords have, from time to time, attempted to usurp the millers’ rights by building their own mills, but masons will not construct them and millers refuse to operate them.
The millers and millwrights have one of the most important guilds, with a monopoly on the ownership and operation of all mills and milling. Local lords have, from time to time, attempted to usurp the millers’ rights by building their own mills, but masons will not construct them and millers refuse to operate them. Although there are many specialties within the Guild of Millers and Millwrights, the two main classifications are the Miller and the Millwright. About 90 per cent of the guild members are millers in some form while the remaining number are the millwrights, the milling engineers.
Although there are many specialties within the Guild of Millers and Millwrights, the two main classifications are the Miller and the Millwright. About 90 per cent of the guild members are millers in some form while the remaining number are the millwrights, the milling engineers.
 The Millers and Millwrights are one of the most widespread and wealthiest guilds across civilised Harn and enjoy a de facto monopoly on the milling process. The guild maintains that position because of the technical nature of the mill, the fact that the guild itself owns all its mills - leasing them to the local bonded masters - and by having an agreement with the Mason’s Guild that only the Millers may buy millstones. They have also, through agreement with the ruling classes, managed to limit the competition of querns. The strong partnership links that they have with the Clothiers, Miners, Weaponcrafter and Metalworkers Guilds means that they also have a good deal of influence in the Halls of the Mangai. More, since they are not just urban but are spread across manorial settlements and mine-heads as well, their influence is widespread and at a grassroots level.
The Millers and Millwrights are one of the most widespread and wealthiest guilds across civilised Harn and enjoy a de facto monopoly on the milling process. The guild maintains that position because of the technical nature of the mill, the fact that the guild itself owns all its mills - leasing them to the local bonded masters - and by having an agreement with the Mason’s Guild that only the Millers may buy millstones. They have also, through agreement with the ruling classes, managed to limit the competition of querns. The strong partnership links that they have with the Clothiers, Miners, Weaponcrafter and Metalworkers Guilds means that they also have a good deal of influence in the Halls of the Mangai. More, since they are not just urban but are spread across manorial settlements and mine-heads as well, their influence is widespread and at a grassroots level. Spicers
Spicers Dyers
Dyers
 Manorial Mills
Manorial Mills Mine-head Mills
Mine-head Mills Milling Among the Barbarians of Harn
Milling Among the Barbarians of Harn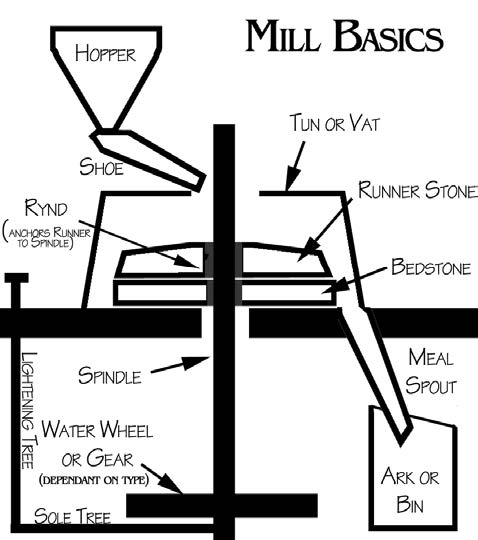 Depending on the grade and type of the grain put into the mill, multiple millings are usually needed. The first pass dehusks the grain and removes the last of the chaff not removed in threshing. After a rough sifting, a second pass reduces the grain further. A final fine sifting results in grain flour. Some products are ground again to improve the quality of the flour. Others are ground more roughly as the grain only need be broken for use, such as in malt.
Depending on the grade and type of the grain put into the mill, multiple millings are usually needed. The first pass dehusks the grain and removes the last of the chaff not removed in threshing. After a rough sifting, a second pass reduces the grain further. A final fine sifting results in grain flour. Some products are ground again to improve the quality of the flour. Others are ground more roughly as the grain only need be broken for use, such as in malt.




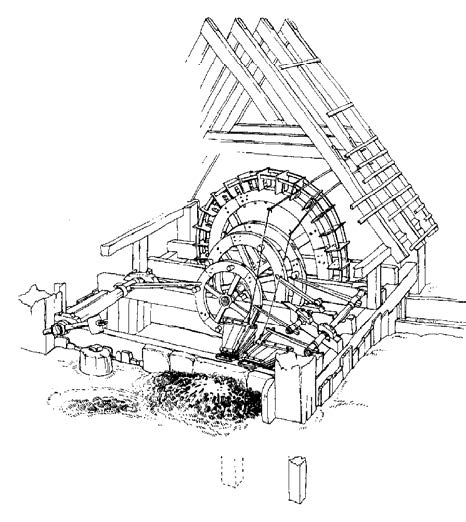
 The Mill Pond
The Mill Pond Threshing Yard
Threshing Yard Tenter-Racks
Tenter-Racks